All this has been covered in previous posts - you can refer to them for more details - but I thought I would summarize the overhaul in one post.
To recap the specs:
- Serial Number 5094
- Built by Curtiss (not a licensed contractor)
- Date of manufacture: 1-19-19 (according to Lincoln-Page documentation)
- Less than 100 hours total time since new
- A completely matching numbers engine

Here's what I started with. It had been in storage since 1929 when the aircraft was wrecked, but well preserved. Everything cleaned up great with no corrosion concerns.


All the aluminum components cleaned up great.

The crankshaft polished out beautifully.



The rods bearings had to be re-babbitted. I also had the small end modified to accept a bushing for a full-floating piston pin. All this to accommodate a new set of pistons that use standard automotive rings.

 |
| New piston on left, original on right |

All the major accessories were overhauled like the water pump, carburetor and Berling magneto.




The cylinders were then nickel-plated like the originals.

....and then finally assembled with the intake and exhaust valve springs.

I obtained Miller overhead to replace the stock. These components were rebuilt and the steel parts nickel-plated like the cylinders.


Assembly could then begin...




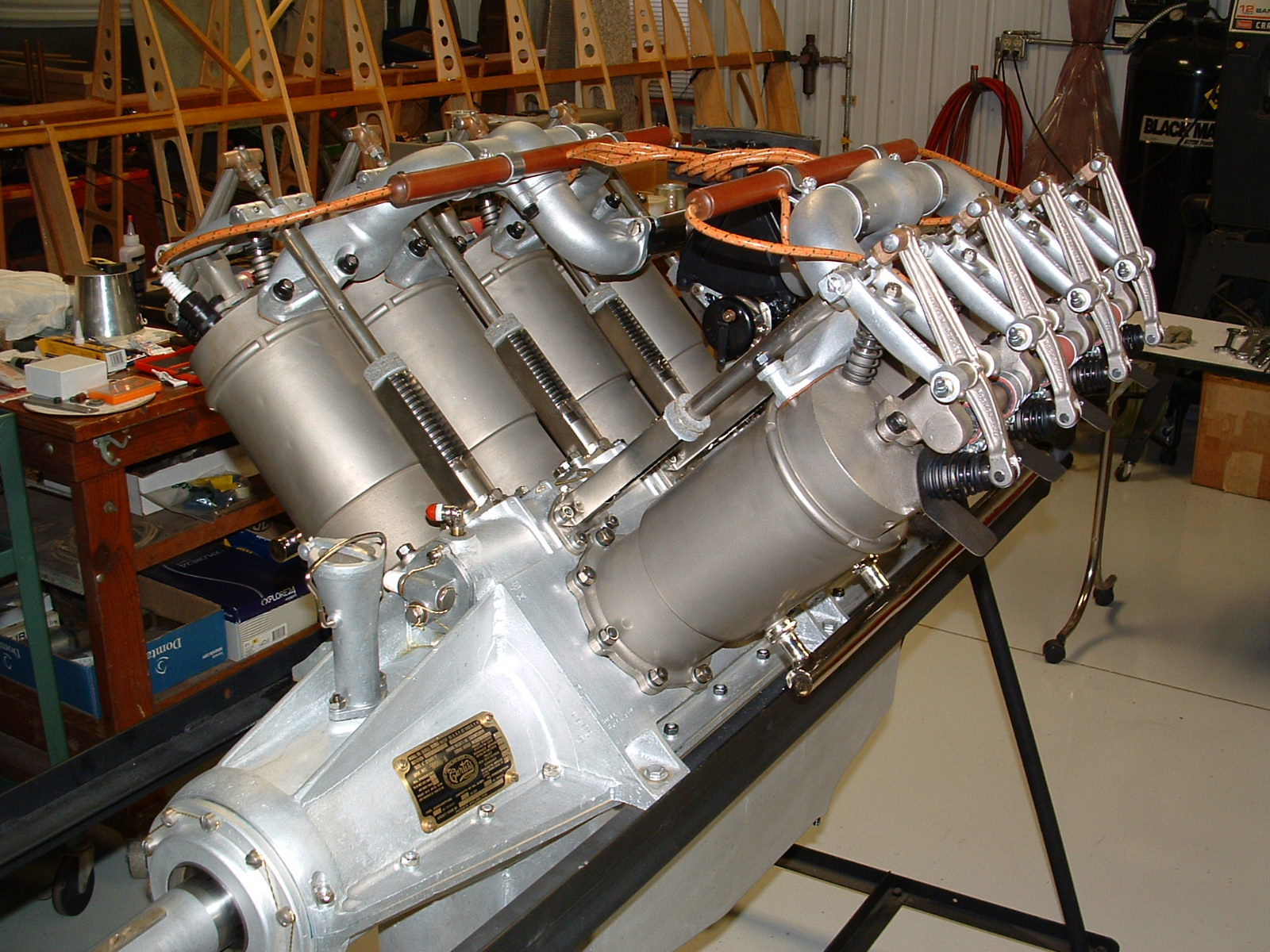
And here it is, mostly complete and ready for installation!

This was a fun engine to overhaul, and it looks great with the nickel-plating and natural aluminum. Now, we'll keep our fingers crossed and hope it runs as good as it looks!
So, there probably won't be anymore posts on the OX-5. It will be full speed ahead on airframe work.































